SMAW, også kendt som elektrodebuesvejsning, er en fusionssvejsemetode, hvor lysbuen induceres af elektroden, og svejsedelene smeltes af lysbuevarmen.Det er den mest udbredte og almindelige svejsemetode på nuværende tidspunkt.

Bue er et luftledningsfænomen.Svejsebuen er et stærkt og vedvarende udladningsfænomen, der genereres i gasmediet mellem elektroden og emnet.Under svejseprocessen forbindes henholdsvis elektroden og svejsningen til svejsestrømkildens to elektroder.Når elektrodens svejsekerne kommer i kontakt med overfladen af svejsningen, tændes kredsløbet, og der genereres samtidig en stor kortslutningsstrøm.Da der er en vis modstand ved kontakten, vil der ifølge Q=I2Rt blive genereret en stor mængde varme, og varmen vil hurtigt varme op og smelte kontakten.Når elektroden løftes med 2 ~ 4 mm, ioniseres gasmediet mellem elektroden og svejsningen, hvilket producerer ledende elektroner og positive ioner.Under påvirkning af det elektriske felt bevæger elektronerne sig til anoden, og de positive ioner bevæger sig til katoden.De kolliderer og rekombinerer kontinuerligt, omdanner kinetisk energi til varmeenergi, og genererer derved stærkt lys og høj varme og danner en bue mellem enden af elektroden og svejsningen.
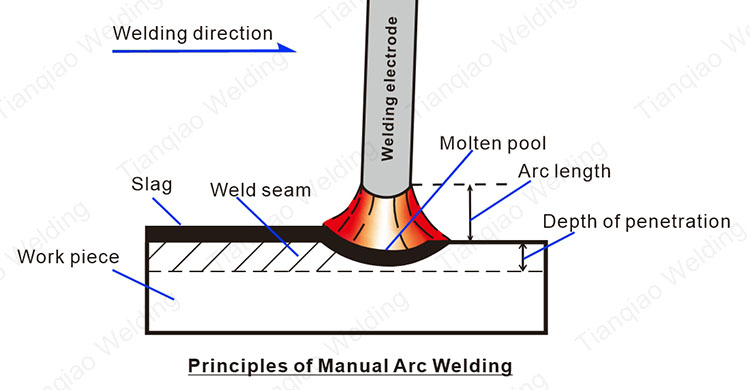
Buen smelter enden af elektroden og den tilsvarende svejsning på samme tid.Svejsemetallet smelter for at danne en smeltet pool, og elektrodemetallet smelter for at danne en dråbe.De smeltede dråber kommer ind i det smeltede bassin under påvirkning af tyngdekraften og bueblæsningskraften, smelter sammen med svejsningens metal og danner en svejsning efter størkning.Under svejseprocessen smelter belægningen og danner slagge, og der dannes en stor mængde gas, som beskytter og metallurgisk behandler det smeltede bassinmetal.
Svejsebuen består af tre dele: katodeområdet, anodeområdet og buesøjleområdet.Katodeområdet udsender elektroner, og temperaturen er lav, omkring 2400K;anodeområdet accepterer elektroner, og temperaturen er høj, omkring 2600K;centertemperaturen i buesøjlens område er den højeste, omkring 6000~8000K.

Ved brug af DC-buesvejsning strømkilde (såsom lysbuesvejsning) til svejsning, er der to tilslutningsmetoder: positiv forbindelse og omvendt forbindelse.Positiv forbindelse er forbindelsesmetoden, hvor elektroden forbindes med den negative elektrode, og emnet forbindes med den positive elektrode.Da den positive elektrode accepterer elektroner og genererer mere varme, er svejsningen let at trænge igennem, så denne forbindelsesmetode bruges ofte til svejsning af tykkere emner.Omvendt forbindelse er forbindelsesmetoden, hvor elektroden forbindes med den positive elektrode, og emnet forbindes med den negative elektrode.Da varmen genereret af elektronerne udsendt af den negative elektrode er mindre, er svejsningen ikke let at brænde igennem, så denne forbindelsesmetode bruges ofte til svejsning af tynde emner.
Varmen genereret af svejsebuen er proportional med produktet af lysbuespændingen og svejsestrømmen (dvs. Q=IUt).Normalt kaldes spændingen mellem svejsningen og elektroden, når lysbuen er stabilt brændt, lysbuespændingen, og buespændingen er normalt i området 20 ~ 35V.Fordi lysbuespændingen ændrer sig lidt, justeres lysbuevarmen hovedsageligt ved at justere svejsestrømmen i produktionen.
elektrode,elektroder,svejsning,svejseelektrode,svejseelektroder,svejsestang,svejsestænger,svejseelektrodepris,elektrodesvejsning,svejsestang fabrikspris,svejsepind,stavsvejsning,svejsepinde,kinesvejsestænger,stavelektrode,svejseforbrugsvarer,svejsning forbrugsmateriale,Kina-elektrode,svejseelektroder Kina,kulstofstål-svejseelektrode,kulstofstål-svejseelektroder,svejseelektrodefabrik,kinesisk fabrikssvejseelektrode,Kina-svejseelektrode,Kina-svejsestang,svejsestangpris,svejseforsyninger,engrossvejseforsyninger,globale svejseforsyninger ,buesvejseforsyninger,forsyning af svejsemateriale,buesvejsning,stålsvejsning,nem lysbuesvejseelektrode,buesvejseelektrode,buesvejseelektroder,lodret svejseelektrode,pris på svejseelektroder,billig svejseelektrode,syresvejseelektroder,alkalisk svejseelektrode,cellulose svejseelektrode,kinesvejseelektroder,fabrikselektrode,svejseelektroder i lille størrelse,svejsematerialer,svejsemateriale,svejsestangsmateriale,svejseelektrodeholder,nikkelsvejsestang,j38.12 e6013,svejsestave e7018-1,svejsestavselektrode,svejsestang 6010,svejseelektrode e6010,svejsestang e7018,svejseelektrode e6011,svejsestænger e7018,svejseelektroder 7018,svejseelektroder e7018,svejsestang 6013,svejseelektroder 6013,0130,svejseelektroder 6013,0130 ,6010 svejseelektrode, 6011 svejsestænger,6011 svejseelektroder,6013 svejsestav,6013 svejsestave,6013 svejseelektrode,6013 svejseelektroder,7024 svejsestang,7016 svejsestang,7018 svejsestang,7018 elektrode svejsning,7018 elektrode svejsning,7018 elektrode svejsning,7018 e7016, e6010 svejsestang, e6011 svejsestang, e6013 svejsestang, e7018 svejsestang, e6013 svejseelektrode, e6013 svejseelektroder, e7018 svejseelektrode, e7018 svejseelektroder, J421 svejseelektrode, 421 svejseelektrode, 422 svejseelektrode 10, engros e6011,engros e6013,engros e7018,bedste svejseelektrode,bedste svejseelektrode J421,rustfri stål svejseelektrode,rustfrit stål svejsestang,rustfri stålelektrode,SS svejseelektrode,svejsestænger e307,svejseelektrode 30316,svejseelektrode 30316 ,e316l 16 svejseelektroder,støbejernssvejseelektrode,aws Eni-Ci,aws Enife-Ci,overfladesvejsning,hårdt svejsestang,hårdt overfladesvejsning,hardfacing svejsning,svejsning,svejsning,vautid svejsning,bohler svejsning,lco svejsning,miller svejsning, atlantisk svejsning, svejsning, fluxpulver, svejseflussmiddel, svejsepulver, svejseelektrodefluxmateriale, svejseelektrodeflux, svejseelektrodemateriale, wolframelektrode, wolframelektroder, svejsetråd, argonbuesvejsning, migsvejsning, tig-svejsning, gasbue svejsning,gasmetalbuesvejsning,elektrisk er svejsning,elektrisk lysbuesvejsning,buesvejsningsstænger,kulstofbuesvejsning,e6013 svejsestangsbrug,typer af svejseelektroder,fluxkernesvejsning,typer af elektroder i svejsning,svejseforsyning,svejsemetal,metal svejsning,afskærmet metalbuesvejsning,aluminiumsvejsning,svejsning af aluminium med mig,aluminium mig-svejsning,rørsvejsning,svejsetyper,typer af svejsestave,alle typer svejsning,svejsestavstyper,6013 svejsestang strømstyrke,svejsestænger elektroder,svejseelektrode specifikation ,svejseelektrodeklassificering ,svejseelektrodealuminium ,svejseelektrodediameter ,svejsning af blødt stål,svejsning af rustfrit stål,e6011 svejsestave anvendelser,svejsestænger størrelser,svejsestænger pris,svejseelektrodestørrelse,aws e6013,aws e7018,aws er70 rustfrit stål svejsetråd, rustfrit stål mig svejsetråd, tig svejsetråd, lav temp svejsestang, 6011 svejsestang strømstyrke, 4043 svejsestang, støbejern svejsestang, western welding academy, sanrico svejsetråd, aluminium svejsning, aluminium svejsestang, svejsning produkter, svejseteknologi, svejsefabrik
Indlægstid: 30. december 2022