-

1. Tekniske detaljer ved argon wolfram buesvejsning 1.1 Valg af wolfram argon buesvejsemaskine og effektpolaritet TIG kan opdeles i DC- og AC-impulser.DC puls TIG bruges hovedsageligt til svejsning af stål, blødt stål, varmebestandigt stål osv., og AC puls TIG bruges hovedsageligt til svejsning...Læs mere»
-

Der er tre typer undervandssvejsning: tør metode, våd metode og delvis tør metode.Tørsvejsning Dette er en metode, hvor et stort luftkammer bruges til at dække svejsningen, og svejseren udfører svejsning i luftkammeret.Da svejsningen udføres i en tør gasfase, er dens sikkerhed i...Læs mere»
-

I svejseprocessen er der mange forhold, der kræver opmærksomhed.Når det er forsømt, kan det være en stor fejl.Det er disse punkter, du skal være opmærksom på, hvis du auditerer svejseprocessen.Hvis du beskæftiger dig med svejsekvalitetsulykker, skal du stadig være opmærksom på disse problemer!1. Svejsekon...Læs mere»
-
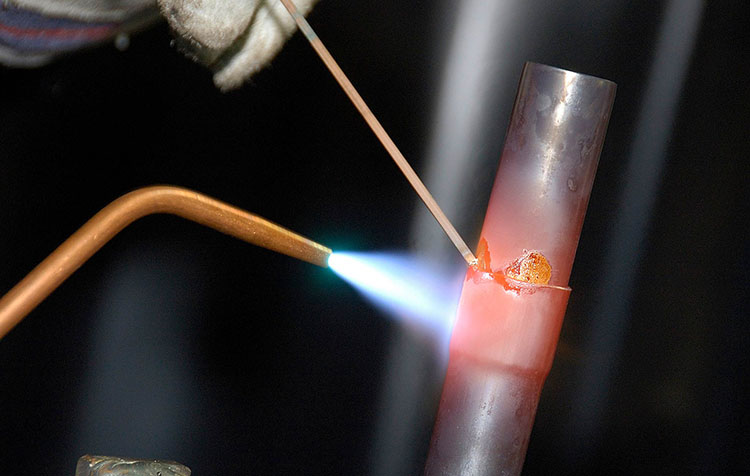
Energikilden til slaglodning kan være kemisk reaktionsvarme eller indirekte varmeenergi.Det bruger et metal med et lavere smeltepunkt end det materiale, der skal svejses, som loddemetal.Efter opvarmning smelter loddet, og kapillærvirkningen skubber loddet ind i mellemrummet mellem kontaktfladen...Læs mere»
-

Videnpunkt 1: Påvirkningsfaktorer og modforanstaltninger til svejseproceskvalitet Proceskvalitet refererer til graden af garanti for produktkvalitet i produktionsprocessen.Kvaliteten af produktet er med andre ord baseret på processens kvalitet, og det skal have fremragende pr...Læs mere»
-

1. Reducer spændingskoncentration Spændingskoncentrationspunktet for træthedsrevnekilden på den svejste samling og struktur, og alle midler til at eliminere eller reducere spændingskoncentrationen kan forbedre konstruktionens træthedsstyrke.(1) Antag en rimelig strukturel form ① Stødsamlinger er pr...Læs mere»
-

Den dykkede buesvejseproces er det mest ideelle valg inden for de vigtige anvendelsesområder som rørledninger, trykbeholdere og tanke, skinnefremstilling og større konstruktion.Den har den enkleste enkelt wire form, dobbelt wire struktur, serie dobbelt wire struktur og multi wire struktur....Læs mere»
-
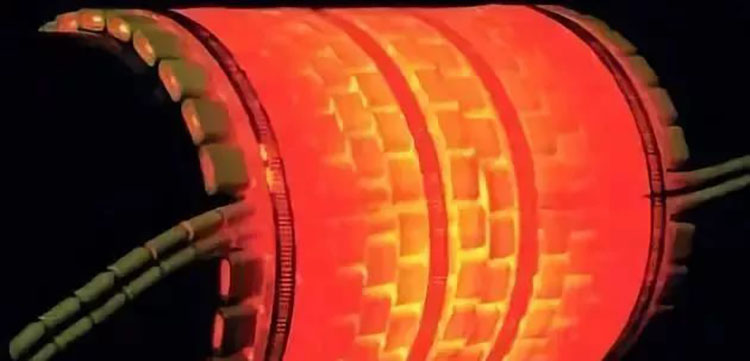
Svejserestspændingen er forårsaget af den ujævne temperaturfordeling af svejsningen forårsaget af svejsning, den termiske udvidelse og sammentrækning af svejsemetallet osv., så svejsekonstruktionen vil uundgåeligt producere restspænding.Den mest almindelige metode til at eliminere resterende stress i...Læs mere»
-

1. Prioritetsprincippet for buesvejsning med elektroder Til installation og svejsning af rørledninger, hvis diameter ikke er for stor (såsom under 610 mm), og rørledningens længde ikke er særlig lang (såsom under 100 km), bør elektrodebuesvejsning betragtes som førstevalg.I...Læs mere»
-

1.Hvordan svejses blødt stål?Lavt kulstofstål har lavt kulstofindhold og god plasticitet og kan fremstilles i forskellige former for samlinger og komponenter.I svejseprocessen er det ikke let at fremstille hærdet struktur, og tendensen til at producere revner er også lille.Samtidig er det...Læs mere»